



耐磨板耐腐蚀钢板24小时下单发货

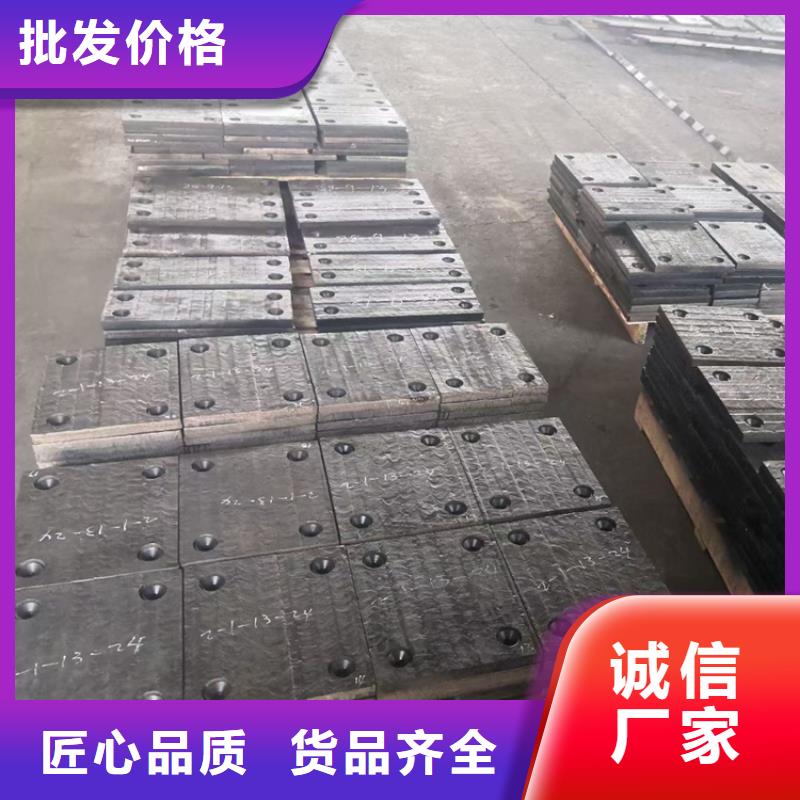
在易磨设备使用频繁的企业,采购堆焊耐磨板代替器械日常损耗是当今划算的方式,几乎每个企业都会使用堆焊耐磨板来保护设备原来的易磨损位置。特别是煤炭、矿山、冶金、电力、水泥、化工、港口、建筑等行业。这种双金属堆焊耐磨板是一种适用于粉碎、材料槽、槽等及矿石等方面的耐磨产品,可防止输送材料对设备使用寿命的沉重消耗,增加机械的耐磨性能,防止材料给机械带来一些损失。而且重要的时期,耐磨衬套制造商现在的创新材料来开发耐磨板制品,在使用中可以适应各种不良环境。
复合堆焊耐磨板听起来非常简单,但是这种工艺并不常见,因为耐磨板需要一定的高硬度才能保证其耐磨性,但同时,高硬度也容易断裂,因此许多企业要求耐磨板具有较高的柔性。这是非常难以平衡的优缺点为耐磨衬板厂家制造了很大的困难,济南韶欣耐磨材料有限公司的耐磨板具有很高的硬度和韧性,耐磨性能也非常优越,因此将出口到国内外。
目前济南韶欣耐磨材料有限公司的耐磨衬板制品性能良好,我们的产品经专业测试生产,也证明其质量非常可靠,广泛应用于市场


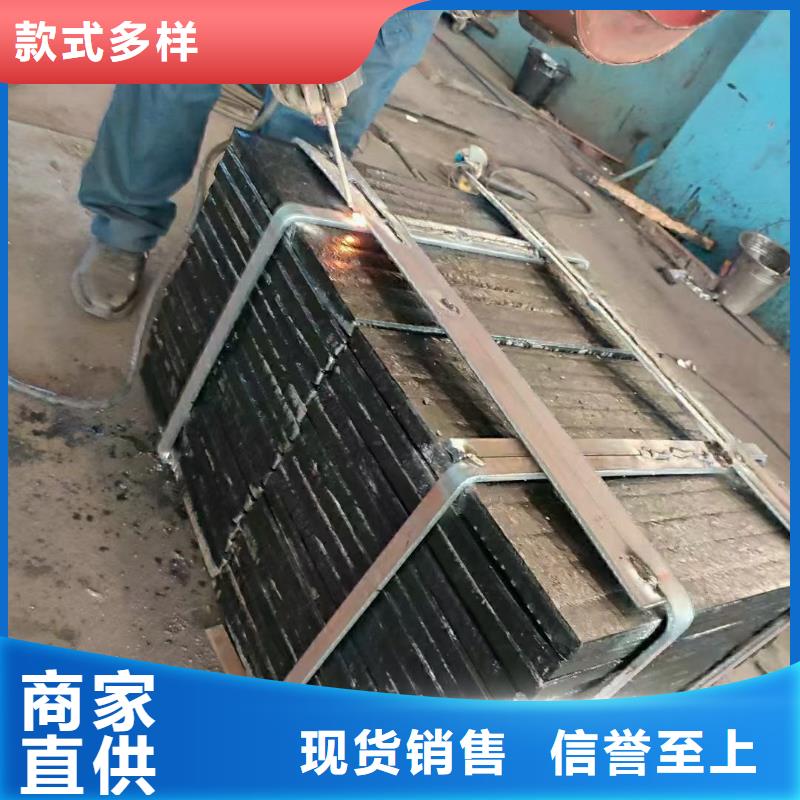
焊接双金属耐磨复合板焊条条件许可时优先选用碱性焊条;坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少双金属耐磨复合板母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
双金属耐磨复合板焊接工艺参数由于母材熔化到一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小双金属耐磨复合板母材的熔深。
双金属耐磨复合板焊后尽量要对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下工作的焊件更应如此。应力的回火温度为600~650℃。若焊后不能进行应力热处理,应立即进行后热处理。耐磨板



哈曼金属材料(鄞州区分公司)的核心创造力是专业、的 耐酸钢板科研团队。
公司的核心生产力是优异、稳定的 耐酸钢板产品质量。从严狠抓质检流程及标准,保证生产的每一个 耐酸钢板产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 耐酸钢板技术服务。

